|
|
|
���ʴ������س崲
���䣺0 �����14203 ����ʱ�䣺2012-1-11
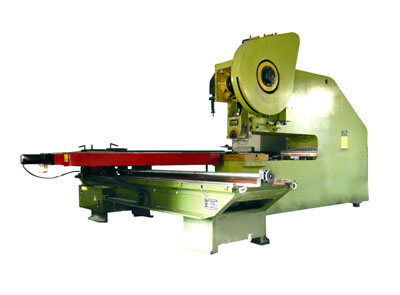
���س崲���ص� �������س崲�IJ����ͼ��ȫ����������ص�Ԫ����ɣ��������س崲�Ĵ��ԡ�����ͨ�崲��ȣ����س崲�������ص㣺 ������ӹ����ȸߣ������ȶ��ļӹ������� ������ɽ��ж�������������ܼӹ���״���ӵ�����������г��εȣ� ������ӹ�����ı�ʱ��һ��ֻ��Ҫ�������س��ɽ�ʡ������ʱ�䣻 ������崲�����ľ��ȸߡ����Դ�,��ѡ�������ļӹ������������ʸ� ������崲�Զ����̶ȸߣ����Լ����Ͷ�ǿ�ȣ� ������Բ�����Ա������Ҫ��ϸߣ���ά����Ա�ļ���Ҫ����ߡ�
���س崲������ �������س崲�����ڸ��������������ӹ�������һ�����Զ���ɶ��ָ��ӿ��ͺ�dz������ͼӹ�������Ҫ���Զ��ӹ���ͬ�ߴ�Ϳ�IJ�ͬ��״�Ŀף�Ҳ����С��ģ�Բ��巽ʽ����Բ�ס����οס����ο�������״������������Ҳ�ɽ�������ռӹ������Ҷ����dz���졢���ס����߿ס���ǿ�ѹӡ�ȣ���ͨ����ģ�����,����ڴ�ͳ��ѹ����,��ʡ�˴�����ģ�߷���,����ʹ�õͳɱ��Ͷ����ڼӹ�С�������������IJ�Ʒ,���нϴ�ļӹ���Χ��ӹ�����,�Ӷ���ʱ��Ӧ�г����Ʒ�ı仯�� ���س崲���������� ���������Ƶļӹ�������������ϵͳ������IJ��������ǣ�
1.�������ػ��� ������ͨ����е��������������ػ�����������CRT/MDI�������ӹ�����Ȼ�����мӹ����� ����1���������ػ������� ������ ����������ťON ������ ����������ťOFF ����2���༭���� ������ ѡ��MDI��ʽ��EDIT��ʽ ������ ����PRGRM���� ������ �������������������ַ����������ַ���INSRT������ ������ �������� ������ �������κš�����ָ������INPUT������ ����3�����г������ ������ ����������ťON ������ ѡ���Զ�ѭ����ʽ
2. ���ó������ ���������Ѵ���������ϵͳ�еļӹ�������IJ���������ͨ����е��������������ػ��������ŵ���ϵͳ�ڵļӹ�����Ȼ�����г��� ����1���������ػ������� ������ ����������ťON ������ ����������ťOFF ����2�����ó������ ������ ѡ��MDI��ʽ��EDIT��ʽ ������ ����PRGRM���� ������ ���ó���������ַ����������ַ���INPUT������ ����3�����г������ ������ ����������ťON ������ ѡ���Զ�ѭ����ʽ ������ ���Զ�ѭ����ť
3. ���س����Ե����� �������س����Ե����������֣��������Ե�������е�Ե�����ѧ�Ե����� ���� ����1���������Ե����Ե�ԭ�� �������赶������Բ������λ�û����и����Ȼ����û���ƶ������ߵ�����λ��Ҳû�з����仯�������ѵ��ⲻ��ͬһλ���ϣ�������������ֻ���������ĵ���λ�����Ʊ���ɻ�����������ӹ��� ��������������λ�����ļ��㣺����X=X1-X2 ������Z=Z1-Z2 �������ݶԵ�ԭ��������ϵͳ��¼�˻���������ĵ���λ����X����Z������õ���λ�ò����ķ���ȷ��������ĵ�������λ�ã������ܱ�֤���߶Թ����������ӹ����ȡ� 2�������Ե����� ������ ����Բ���������������棬������ϵͳ���뵶��λ�õ�Z���ꡣ ������ ����Բ��������������Բ��������������Բֱ����������ϵͳ����ù�������Բֱ������ֵ��������λ�õ�X���ꡣ ����3�� һ�㵶�Ե����� �������и�ĵ������������Ͳ�ĸ�ߵĽ��㣬������ϵͳ�����и��������λ�õ�Z�����X���ꡣ����������ϵͳ��¼�����ѵ�����ͬһλ���ϵIJ�ͬ����ֵ�������������һ�㵶������ĵ���λ��ƫ���ͨ������ϵͳ����λ��ƫ���������������ĵ���λ��ƫ� ����
4. ��λƫ��ֵ������Ӧ�� �����������������Բ��������Բֱ������0.30mm���Դˣ����ǿɲ����ij���ͨ���ĵ�λƫ��ֵ�����������X����ѵ���λ�õ�ƫ��ֵ��С0.30mm�������ͺܷ���ؽ���������ӹ��в����ļӹ��� ���س崲�Ļ�����е֪ʶ ��������֪ʶ ����NCT������ת���崲(Numerical Control Turret Punch Press) Ӣ�ĵ���д�� ��������ת���崲(NCT)�������硢Һ������һ�廯�����ڰ���Ͻ��г�ӹ���dz������͵�ѹ���ӹ��豸�� ��������ת���崲(NCT)�ɵ��Կ���ϵͳ����е��Һѹ����ϵͳ���ŷ����ϻ�����ģ�߿⡢ģ��ѡ��ϵͳ����Χ���ϵͳ����ɡ� ��������ת���崲(NCT)��ͨ��������������ֹ������Ƶļӹ��������ŷ����ϻ���������������ӹ���λ�ã�ͬʱ��ģ��ѡ��ϵͳѡ��ģ�߿�����Ӧ��ģ�ߣ�Һѹ����ϵͳ��������г�ѹ���Զ���ɹ����ļӹ��� ��������ת���崲(NCT)�ĺ�����ָ��ѹ�������������ľ��롣����Ĵ�Сֱ�Ӿ����ӹ���ĵĿ��ȳߴ��С�����ش������ȷ���ӹ��İ�ijߴ磩��
���س崲���˶��� ����X��������ش�ֱ�ڴ������ȷ����ƶ����ŷ������� ����Y��������ش�ֱ�ڴ������ȷ����ƶ����ŷ������� ����A���תת���͵��߿�ѡ��ģ�ߵ���ת�� ����C�ģ���Զ��ֶȵ���ת�ᣬ��������Ƕ���תģ�� ���س崲�ļӹ���ʽ ����1�����壺������ɳ�ף�����ֱ�߷ֲ���Բ���ֲ���Բ�ֲܷ���դ��ij�ѹ�� ����2��ͬ�����������ã�ʹ�ó�����ģ�߲����ص��ӹ��ķ�ʽ�����Խ��мӹ����Ϳס��бߵȡ� ����3������������ã�ʹ��Сģ�ӹ���ļӹ���ʽ�� ����4����ʳ��ʹ��СԲģ�Խ�С�IJ�������������ƻ��εļӹ���ʽ�� ����5�����γ��Σ���ģ����״һ��dz������͵ļӹ���ʽ�� ����6���������Σ����ͱ�ģ�߳ߴ��ij��ͼӹ���ʽ�����ߴ��Ҷ���������̨�ȼӹ���ʽ�� ����7�����г��Σ��ڴ���ϼӹ������ͬ��ͬ�Ĺ����ӹ���ʽ��
���س崲�Ĺ�λ ����ͨ�ú�ת��ģ��һ�㰴ģ���ܼӹ��Ŀ��ߴ���зּ�,����ģ�ߵ�ѡ�á�ͨ����ΪA��B��C��D��E�嵵�� ����A(1/2��)��λ���ӹ���ΧØ1.6��Ø12.7mm ����B(11/2��)��λ���ӹ���ΧØ12.7��Ø31.7mm ����C(2��) �� λ���ӹ���ΧØ31.7��Ø50.8mm ����D(31/2��)��λ���ӹ���ΧØ50.8��Ø88.9mm ����E(41/2��)��λ���ӹ���ΧØ88.9��Ø114.3mm
���س崲��ȫ������� ����1.�崲�����뾭��ѧϰ�������豸�Ľṹ�����ܣ���Ϥ������̲�ȡ�ò������ɷ��ɶ��������� ����2.��ȷʹ���豸�ϰ�ȫ�����Ϳ���װ�ã���������� ����3.�����������������ӡ��Ȳ�λ����������װ���Ƿ�������װģ���ݶ������ι̣������ƶ��� ����4.�����ڹ���ǰӦ������ת2-3���ӣ�����բ�ȿ���װ�õ�����ԣ�ȷ��������ʹ�ã����ô�����ת�� ����5.ģ��ʱҪ���ι̣��ϡ���ģ��������֤λ����ȷ�����ְ�ת�����Գ壨�ճ�����ȷ����ģ�ߴ�����������¹����� ����6.����ǰҪע����ȡ�´����ϵ�һ�и�����Ʒ�� ����7.�崲ȡ��ʱ����ת�����У�������վ��Ҫǡ�����ֺ�ͷ��Ӧ��崲����һ���ľ��룬��ʱ��ע���ͷ�������Ͻ���������̸�� ����8.���ƻ���ƶ�С����ʱ��Ӧ��ר�Ź��ߣ���������ֱ�����ϻ�ȡ���� ����9.���ƻ���Ƴ������ʱ��Ӧ���ư�ȫ���ϼܻ��ȡ������ȫ��ʩ��������ˡ� ����10.����ʱ���ֽŲ������֡���բ�ϣ������һ�ΰᣨ̤��һ�£��Ϸ��¹ʡ� ����11.�������Ϲ�ͬ����ʱ������ᣨ̤��բ�ߣ�����ע�������˵Ķ������Ͻ�һ��ȡ����һ��ᣨ̤��բ�� ����12.��������ʱ��ʱͣ�����жϵ�Դ�����û���������������
����Ϊ��֤�������豸��ȫ����ֹ�����¹ʷ��������������°�ȫ���� ����1�� �������س崲����������ȫ��ʾ��־�� ����2�� �������س崲��Χ���������Χ��һ�������� �������豸���������У����˶�����̽��ƽ̨�������˲�С�ľ����������ܵ����ˡ������豸��Χ�������������������Χ�������������ڰ�ȫ������в���������Լ��������¹ʵķ����� ����3�� ���س崲����ר�ˣ������ϸ���ѵ����ò����ʸ�������Ͳ����� ����4�� ���豸ֻ�ܼӹ�һ���İ�ģ�����ӹ����豸����֮��İ�ģ���ֹ�������س崲�� ����5�� ���س崲��ʼ����֮ǰ��������豸�Լ�����崲��ģ�ߵȲ�����ȷ�������������豸�������е������� ����6�� δ�����س崲�����������ɣ�����Ը��豸�����κθ��죬��������豸������ȫ�����IJ����� ���س崲��ѹ��λ�ļ��㷽�� �������ݳ����״�����Ϻ�ȿ��Լ�����������ij����������������б�пڳ�о�ij�׳��������㷽���� ������������kN��=��о�ܳ���mm������ĺ�ȣ�mm�������ϵļ���ǿ�ȣ�kN /m�O�� ��������ɹ��֣���kN��9.81 ����ע����о�ܳ��D�Dָ�κ���״�ĸ����߳����֮�� ������ĺ���D�Dָ��оҪ��״��İ�ĺ�� �������ϵļ���ǿ���D�D��ĵ��������ʣ��ɰ�ĵIJ��ʾ����� �����������ϵļ���ǿ�����£� ����
������ ������2mm�������ϳ�ף���״Բ��25����������� ������о�ܳ�=3.14��25=78.5mm �������Ϻ��=2mm ��������ǿ��=0.3447 kN /m�O ����������=78.5��2��0.3447=54.1179 kN ����54.1179 kN��9.81=5.52���� ����ģ�ߵļ�϶ ������ģ����ģ�ļ�϶���ܲ�ֵ��ʾ���磺ʹ�æ�12����ģ�ͦ�12.25����ģʱ����϶Ϊ0.25mm�������϶���dz�ӹ�����Ҫ������֮һ�������϶ѡ���ʻ�ʹ��ģ���������̣������ë�̣�������μ��ϵȣ�ʹ���п���״��������ģ������ȣ������ȷѡ���϶�dz���Ҫ����϶�ܲ��ϲ��ʵ�Ӱ�죬һ��̼�ظ�ȡ����10��20%���ţ�����ת���崲��û������Ҫ�ɲ����±�ѡ�� ����
���س崲�ı��� ����������֬�³�������ѹ����֪���ܲ��������������ϵͳ֮���������������������ȹ��ܼ�ˮ�����ʲ��Լ�����Ҫ������3������ѹ�������趨ֵ��鼰ѹ����֪���ܲ����������ģ��ָʾ�����趨ֵ�����ʵ��ֵ֮��飮�������ģ�ߵ���װ��֮���֣������������ᣬ�����ϸ˵��������������ѣ��쳣������������飮����������ִ������ϸDz�ж���ڲ�����ĥ��λ�ɶ�״��֮��鲢�����Ͳ���ϴ����������ת���崲���¼���ת״�������������Լ�顣����ϵ ����ͳ����λע�͵�֮�³�������ѹ�����ԣ����������ɲ����֮����������ɲ���Ƕȣ���ɲ��϶������Ƭ�����֮���Ե�죮���Ҫ������ �������쵼���뵼·֮��϶���⼰ĥ�����飬��Ҫʱ������У����������е������ֶ�����֬����·����ͷ�ȼ�顣ƽ��������״�����������ϵͳ��·����ͷ�Ȳ��Լ�顣�����·������������·��Ե�迹֮���Լ�顣�������ȣ���ֱ�ȣ�ƽ�жȣ��ۺ���϶�ȣ����ԣ���Ҫʱ����У�����崲��ۼ�����֮��࣬��㼰��е�ţ�������ͬ����˿����ñ֮������ˮƽ����Ҫʱ����������ϵͳ֮�֣���·������ౣ������顣����ϵͳ֮����Ԫ������·����ౣ�����������Լ�顣 ʹ��3000-4000Сʱά���������ʽ��ȫװ������֮���Լ�Ͷ���һ������֮���Ե���������ϵͳ֮������ۣ�����ĥ�ģ����������ѵȵ�죬���Լ���������ת�ֿ������뼱ͣͬ·����֮���Լ������������ɱ���װ��֮��·��࣬������ϴ����Ʒ���¼�ѹ�������빦�ܲ��Ե�����������v��Ƥ��ĥ�ļ�����״����飬��������ɲ������������ж�ֽ⣨���ֲ�������ౣ������϶�ܲ������װ�����ԡ�ƽ������j������ж�ֽ⣬����鼰װ�����ԡ�ʹ��6000-8000Сʱά�������������˲�ж�ֽ⣬��ౣ��������������������ҧ�ϼ�ĥ��״�������⣬��ĥҧ���沢ͿĨ��֬�������ܳɣ�������Ѻ�ǡ���������ѹ�ף����֣��ϸ˵ȣ���ж�ֽ⣬��ౣ������϶���漰ĥ���棬�ͷ��鲢����ͿĨ����֬��ģ���ж�ֽ⼰������ĥ����������ͿĨ��֬����װ�Գ���
�������� |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||