|
|
|
精彩词条点支式玻璃幕墙支承装置
补充:0 浏览:12378 发布时间:2013-10-22
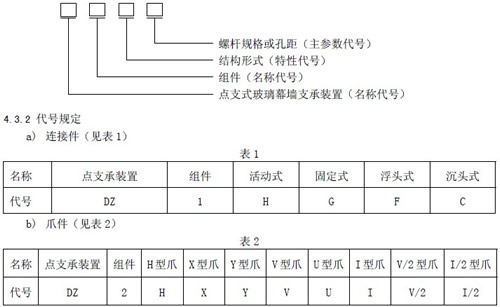
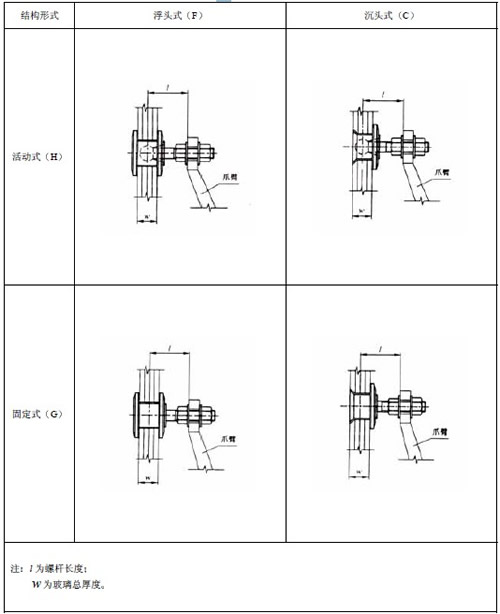
前 言 本标准第 5 章中5.2.1 5.2.2 5.2.3 为强制性条文其余为推荐性条文 组成装置的零部件 凡有同类坚固件国家标准者其性能要求和试验方法均予引用 本标准由建设部标准定额研究所提出 本标准由建设部建筑制品与构配件产品标准化技术委员会归口 本标准负责起草单位 珠海市晶艺玻璃工程有限公司深圳市三鑫特种玻璃股份有限公司 本标准主要起草人 罗忆韩平元冯恕林龙王德勤赵家滨徐宁李涛许文龙于泽正 本标准于 2001 年11 月21 日首次发布 1 范围 本标准规定了点支式玻璃幕墙金属支承装置的要求力学性能试验方法检验规则及标志包装 贮存和运输等 本标准适用于点支式玻璃幕墙装置的金属支承装置 2 引用标准 下列标准所包含的条文通过本标准中引和而构成为本标准的条文本标准出版时所示版本 均为有效所有标准都会被修订使用本标准的各方应控讨使用最新版本的可能性 GB 191 2000 包装储运图示方法 GB/T 228 1987 金属拉伸试验方法 GB/T 232 1999 金属弯曲试验方法 GB/T 699 1999 优质碳素结构钢技术条件 GB/T 700 1988 碳素结构钢 GB/T 1220 1992 不锈钢棒 GB/T 1591 1994 低合金高强度结构钢 GB/T 2100 1980 不锈钢耐酸钢铸件技术条件 GB/T 2828 1987 逐批检查计数抽样程序及抽样表适用连续批的检查 GB/T 2829 1987 周期检查计数抽样程序及抽样表适用生产过程稳定性的检查 GB/T 3098.1 2000 坚固件机械性能螺栓 螺钉和螺柱 GB/T 3098.2 2000 坚固件机械性能螺母 GB/T 3098.6 2000 坚固件机械性能不锈钢螺栓 螺钉螺柱和螺母 GB/T 6414 1999 铸件尺寸公差 GB/T 8923 1988 涂装前钢材表面锈蚀等级和除锈等级 JB/T 7528 1994 铸件质量评定方法 3 定义 本标准采用下列定义 3.1 点支式玻璃幕墙 the point suspended glass curtain wall 玻璃面板通过点支承装置与其支承结构组成的幕墙 3.2 支承装置 support device 玻璃面板与支承结构之间的连接装置由连接件和爪件组成 3.3 连接件 connecting part 连接玻璃面板与爪件的组件 3.4 爪件 spider linking part 安装在结构支承座和连接件之间的组件 4 分类 4.1 连接件[附录A 提示的附录表A1] a) 连接件按构造可分为活动式和固定式 b) 连接件按外形可分为浮头式和沉头式 4.2 爪件[附录A 提示的附录表A2] a) 爪件按固定点数和外形可分为 单点爪V/2 型和I/2 型 二点爪U 型V 型和I 型 三点爪Y 型 四点爪X 型和H 型 多点爪 b) 爪件按常用孔距可分为204mm 224mm 250mm 4.3 标记 4.3.1 型号规则 连接件和爪件的型号由名称代号点支式玻璃幕墙支承装置组件特性代号结构形式和主参数代号螺杆规格或孔距等组成。
4.3.3 标记示例 例1 点支承装置采用标准螺纹M12 螺杆长度40mm 的固定式浮头式连接件其型号如下:
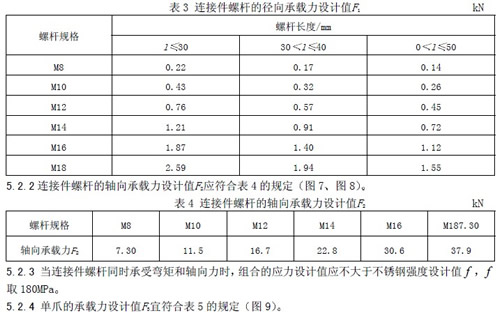
5 要求 5.1 材料 5.1.1 爪件可采用碳素钢不锈钢和铝合金等材料其性能必须符合相应的国家标准 5.1.2 连接件中球铰螺杆必须采用1Cr18Ni9Ti 0Cr18N9 或性能更优的不锈钢材料其他零件采的材料就符合表6 的要求 5.1.3 与玻璃面板接触的垫圈和垫片应采用如尼龙或纯铝等材料 5.2 支承装置的性能 5.2.1 连接件螺杆的径向承载力设计值F1应符合表3 的规定(图6)。
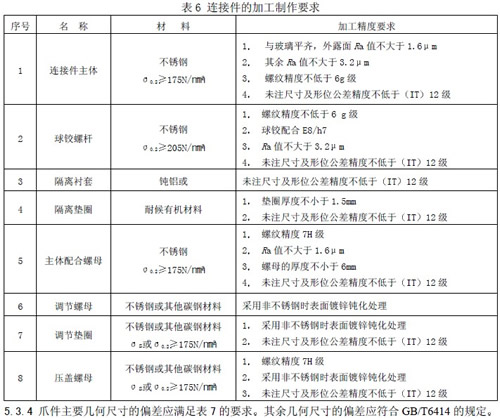
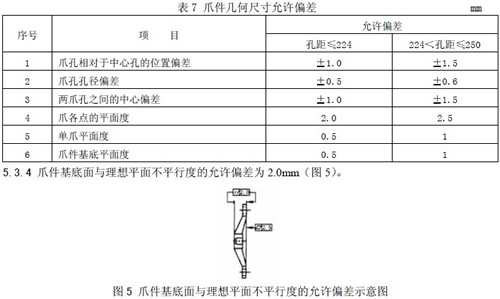
5.2.8 连接件与爪件装配调整量,在三维方向各±6mm 5.3 加工要求 5.3.1 加工表面粗糙度应不低于Ra3.2 m 5.3.2 紧固件的机械性能应符合GB/T3098.1 GB/T3098.2 和GB/T3098.6 的要求 5.3.3 连接件中各零件图4 的加工制作宜满足表6 的要求。
5.4 表面处理 铸造碳素钢和其他钢材的表面应按GB/T8923 的规定进行防腐蚀处理 6 力学性能试验方法
7 检验规则 检验分出厂检验与型式检验。检验由制造厂的质量检验部门执行。 7.1.出厂检验 7.11抽样方案 逐批检验GB/T2828 规定的正常一次性抽样方案进行,按检查水平取S-3。 7.1.2 检验项目 a) 外形尺寸及相关尺寸 b) 表面缺陷 c) 粗糙度及精度等级 d) 形位公差 7.1.3 判定水准 判定水准AQL 取1%,也可由供需双方商定。 7.2 型式检验 7.2.1 有下列情况之一时需进行型式检验 a) 新产品或老产品转厂生产试制的定型鉴定包括技术转让时 b) 正常生产后当结构工艺原材料有重大改变时 c) 经长期停产而恢复生产时 d) 国家质量监督检测机构提出型式试验的要求时 e) 出厂检验结果与最近一次型式试验结果有较大差别时 f) 客户或合同要求时 g) 正常生产时每二年或二万件产品检测一次 7.2.2 判定规则 产品的型式检验结果如有任一项不合格则该项应加倍抽样进行复检如仍不合格则判定该批产品为不合格产品。 8 标志、包装、贮存及运输 8.1 标志 8.1.1在产品包装的明显部位应标明下列标志: a) 产品的名称、商标及型号 b) 制造厂名、厂址 c) 执行标准号 d) 生产日期 e) 检验合格标记 8.1.2 包装箱表面应有明显的“怕湿”、“小心轻放”等标志其图示标志应符合GB191 的规定 8.2 包装 8.2.1 产品零部件应使用无腐蚀作用的材料包装 8.2.2 包装箱内应有产品使用说明书、装箱单和合格证 8.2.3 包装箱应牢固,保证产品在运输过程中不会损坏 8.2.4 应保证装入箱内的各零部件不会发生互相碰撞 8.3 贮存 零部件不允许直接接触地面,底部垫高应在100mm 以上。贮存环境就空气流通,保持干燥,无酸、碱、盐等腐蚀性介质 8.4运输 应保证零部件的包装箱箱在运输过程中不会发生碰撞,且应轻拿轻放。 附 录 A (提示的附录) 连接件和爪件的结构形式
其他补充 |
|